Website Design Copyright 2026 © 速捷超音波機械有限公司
All Rights Reserved. 網頁設計 by 覺醒設計
汽車產業
上一頁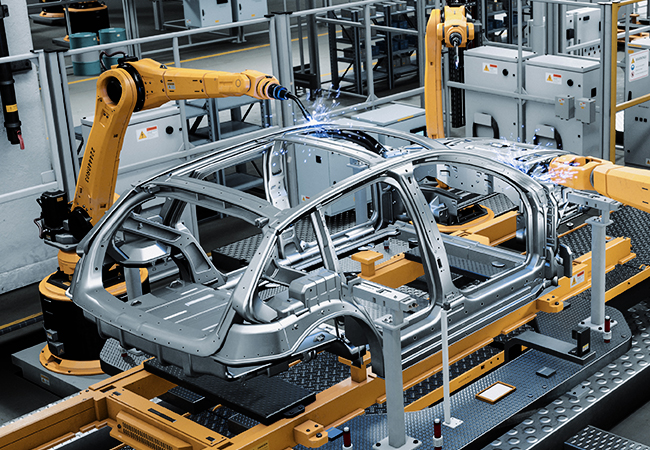
汽車產業
應用詳情
SJ Automotive|超音波與摩擦熔接應用總覽
面向:密封(Sealing)/外觀(Aesthetics)/導電(Conductivity)/強度(Strength)/週期(Cycle Time)
| 製程 | 原理 & 特色 | 設計/參數重點 | 常見車用零件 |
|---|---|---|---|
| 超音波塑膠熔接 Ultrasonic Plastic |
20–40kHz 於接合面產熱、壓力固化;氣密/外觀兼顧。 | 熔線角/高、位移/能量模式、治具定位/降噪。 | 車燈外殼、感測器殼、儲液罐蓋 |
| 塑膠鉚接 Ultrasonic Riveting |
局部軟化塑柱成形鉚頭,固定異材/薄壁件。 | 鉚頭形狀/高度、散熱節拍、支撐面積、避免回彈。 | 中控面板、飾板卡扣、內飾模組 |
| 旋轉摩擦(塑膠) Rotary Friction |
相對旋轉+軸壓致熱,停轉後鍛壓固化;同心度佳。 | 轉速/壓力/制動/鍛壓四段參數、圓度與端面平整度。 | 濾心外殼、端蓋、圓管端封 |
| 坎入(嵌件)熔接 Insert Press-Fit |
超音波摩擦熱使孔壁軟化,滾花嵌件坎入形成螺紋座。 | 孔口導角/溢膠槽、位移/能量控制、扭矩抽驗、嵌件預熱。 | 配電盒、固定支架、儀表板模組 |
| 濾棉點焊(非織布) Filter Media Spot |
局部熱點把濾材彼此或與塑框點焊;免膠、週期短。 | 焊點直徑/間距、封邊路徑、避免熔穿、保持柔韌度。 | 車室空調濾網、進氣濾芯、HEPA/活性碳複層 |
| 金屬點焊 Ultrasonic Metal Spot |
剪切+軸壓破除氧化膜,固態接合;低熱影響、低電阻。 | 夾持剛性、表面潔淨、能量/壓力/位移趨勢、電阻監控。 | 電池匯流片、端子疊層、接地片 |
| 金屬束焊 Wire Bundle Welding |
多股導線塑性流動壓實一體;耐震、低阻抗。 | 線束截面充填度、壓痕均勻度、拉力/剝離與接觸電阻。 | 線束端子、電池模組引線、車載電源線 |
材料相容:ABS/PC/PP/PA/PBT 等熱塑。
接頭設計:三角熔線角度/高度決定啟動效率與溢膠;剪式接頭抗剪更佳。
控制模式:位移/能量/時間;建議以位移或能量為關鍵。
治具/定位:避免件與治具共振;定位肋/防翹靠面。
常見風險:白化、溢膠、未熔透、變形;藉振幅/壓力/保壓與冷卻節拍微調。
工藝節拍:加速→穩速摩擦→制動停轉→鍛壓冷卻。
設計要點:圓度/同心度、端面平整、止擠邊;必要時設膠槽。
參數窗口:轉速×壓力×時間耦合;制動角影響料流與飛邊。
量測建議:位移曲線與扭矩峰值趨勢+氣密測試(如 IP)。
適用:異材固定、薄壁件、需隱藏緊固件的外觀件。
鉚柱設計:柱徑/高/間距;鉚頭圓角避免白化;底面支撐防凹。
參數:振幅/壓力/時間;冷卻保壓避免回彈。
驗證:推/拉力、疲勞循環,外觀瑕疵記錄。
孔設計:導角 0.2–0.5、溢膠槽、肋骨避讓;端面平整度確保垂直度。
嵌件:滾花(直/菱/雙向),鍍層與清潔度。
控制:位移或能量模式控深度;必要時預熱嵌件提升穩定性。
驗證:扭矩/拔出力分布、熱循環後再測、定位度 Cpk。
材料:鋁/銅/鎳薄板與箔材、端子疊層。
關鍵:夾持剛性、表面去膜/潔淨、安定摩擦區。
監控:能量/位移/功率曲線;接觸電阻與拉/剝離強度。
風險:熔著不均、邊緣翹曲;以壓力曲線與砧面紋理改善。
適用:多股銅線匯接至端子;振動壓實為致密一體。
幾何:線束截面填充率、端子槽寬/深、壓頭面粗度。
品質:電阻、拉力/剝離、截面金相密實度;耐震循環。
控制:能量/壓力/時間窗口,避免飛線與過壓斷絲。
封邊與固褶:焊點直徑/間距形成連續封邊或網格,平衡密封與柔韌。
熱管理:控制能量避免熔穿或脆化;多層複材建議分段點焊。
路徑策略:先內後外或由中至邊,降低皺折與應力集中。
驗證:剝離/拉伸、風阻/壓降變化、耐溫/老化後再測性能。
| 面向 | 建議作法 | 驗證/量測 |
|---|---|---|
| 接頭幾何 | 塑膠熔線高度/角度成對設計;坎入孔有導角與溢膠槽;旋轉摩擦確保端面平整。 | 切片觀察、位移曲線趨勢、氣密測試(如 IP)。 |
| 夾治具 | 剛性足、避共振;定位銷/靠面防滑;金屬焊接砧面紋理一致。 | 重複定位 Cpk、治具變形量、振動測試。 |
| 參數控制 | 以 位移/能量 為主、時間為輔;旋轉摩擦控制制動角;束焊控制壓實度。 | 能量/功率/位移三曲線、扭矩/拉力分佈、接觸電阻。 |
| 可靠度 | 熱循環、震動、鹽霧(視零件);濾材做老化後性能維持。 | 前後對比:氣密、電阻、強度、壓降/風阻。 |
| 外觀與尺寸 | 控制溢膠/白化;鉚頭圓角;坎入面齊平度;旋轉件同心度。 | 外觀 AQL、尺寸 CMM、同心/跳動量測。 |
| 缺陷 | 可能原因 | 對策 |
|---|---|---|
| 未熔透(塑膠) | 熔線太低/角度不佳、能量不足、夾持鬆動 | 加高/銳化熔線、提高振幅/能量、提升治具剛性 |
| 白化/溢膠 | 壓力過大、冷卻不足、導角/膠槽缺失 | 降低壓力、加保壓與冷卻、補導角與溢膠槽 |
| 旋轉接頭偏心 | 端面不平、夾持偏擺、制動不穩 | 研磨端面、校正夾治具、優化制動角與鍛壓 |
| 坎入扭矩不足 | 孔徑過大、嵌件型式不匹配、熔入深度不足 | 調整孔徑/導角、換滾花型式、改位移/能量窗口 |
| 金屬焊點電阻高 | 氧化/污染、壓力不足、能量曲線異常 | 表面處理與清潔、增加壓力、監看功率/位移趨勢 |
| 束焊斷絲/飛線 | 過壓或能量過高、端子槽幾何不良 | 下修能量/壓力、優化槽寬/深與壓頭面粗度 |
| 濾棉熔穿/脆化 | 點徑過大/密度過高、能量過量 | 縮小點徑/加大間距、分段點焊、降低能量 |
依據歐盟施行的個人資料保護法,我們致力於保護您的個人資料並提供您對個人資料的掌握。
按一下「全部接受」,代表您允許我們置放 Cookie 來提升您在本網站上的使用體驗、協助我們分析網站效能和使用狀況,以及讓我們投放相關聯的行銷內容。您可以在下方管理 Cookie 設定。 按一下「同意」即代表您同意採用目前的設定,更多資訊請瀏覽 隱私權聲明。